

Hrm, so besides ukuleles, I’ve also been doing researching into quadcopters for my startup (http://eon.businesswire.com/news/eon/20130516005905/en/accelerator/MIT/MIT-Sloan — you can guess which one is mine).
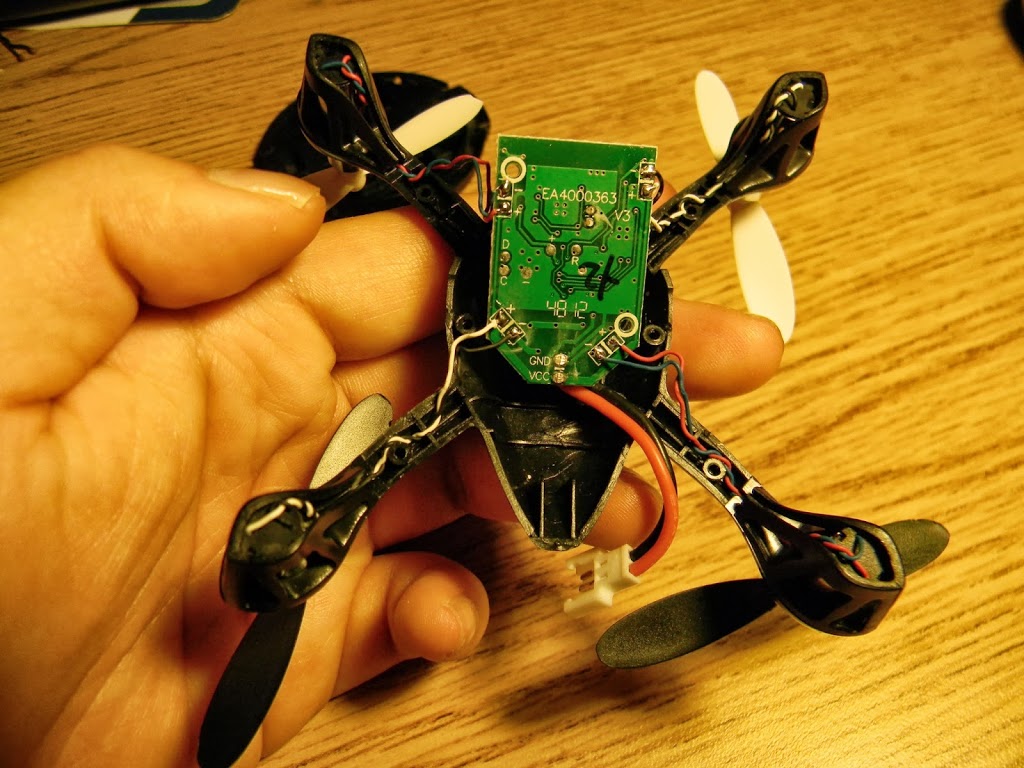 |
| that’s how tiny it is. |
” It just appeared to me why it would be interesting! If it’s an Atmega328 we’d be able to buy a dirt cheap micro quad and use our own code on it.”
 |
| zoom in the image to see the IC numbers. also, that scar on my hand? hot glue freshman year from small hexalinkagepod. kiddos, watch where that hot glue is dripping, because it can scar you. and if it drops on your hand, run cold water over it immediately. |
 |
there is the link between the receiver and the transmitter, which is wireless
that is what DSM, DSM2, DSMX, FHSS, and 2.4GHz refer to
then there is the link between the receiver and the microcontroller controlling the quadrotor
that is what PWM, serial, and sbus refer to
so you can mix and match, to some extent…you can have a DSM PWM receiver or a DSM serial receiver
you cannot have a DSM Sbus receiver though
because DSM is a Spektrum technology and S.Bus is a Futaba technology and they are competitors
With respect to the hobbyking microquad kit, Shane says:
the one that came with my microquad is a DSM2 serial receiver
which can bind with any DSM transmitter
but some of the more commercial microquads (less targeted towards RC people, more towards being sold in gift stores) tend to use generic 2.4GHz serial receivers
which are not compatible with DSM
so they sell them with the matching transmitter
and that’s all you can use
me:
and I cannot find a receiver that will pair with that el commercial transmitter easily
so not reusable in that manner either
correct?
Shane:
not likely
unless they happen to use the same generic 2.4GHz chip
==========
 |
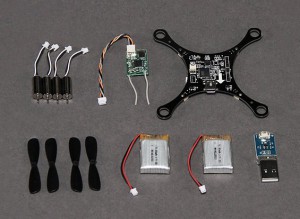
| (doesn’t come assembled) |
KK, Ardupilot, and Multiwii are the three well known top level strains
they all work about the same with different levels of integration and size
and available software
KK is fairly basic and self contained
to ardupilot where you can use PC side software and set waypoints and live data streaming and what not
for a micro quad you’d proabbly be gunning for size and weight the most
my recommendation would be http://www.hobbyking.com/hobbyking/store/__27033__MultiWii_328P_Flight_Controller_w_FTDI_DSM2_Port.html for your list – it’s extremely small and is basically an arduino so you can code hack easily
and it has all n degrees of freedom you could want anyway
i would wager against the “hobbyking native” boards – they are typically based off old KK versions
With this frame, though, I can use my own transmitter, which means I can use el cheapo 2.4 ghz transmitters from hobbyking. I could also start development on my own flight controller board, initially with the expensive ($40-$60) IMU boards from sparkfun and then eventually down to just using the invensense MPU3050 or MPU6050 ICs ($3 or something).
===========
- the hobbyking atmega kit (just needs a cheap DSM transmitter, but then I could not release the full kit as open source, and the transmitter costs $20 on ebay so the total cost is ~$70 and I don’t know how to legit source DSM transmitters in large quantities for cheap yet — otherwise the total cost is closer to $120)
- the hobbyking frame (for research into building my own quad), loading my own firmware onto a commercial quad that is atmega-based (have to find one that is first, or investigate the ARM source code available currently)
- and building a pcb quadrotor from scratch.
yeah the receivers on the HK microquad are serial output, not PWM
they would feed into a bigger, PWM-output receiver on a model airplane
so you could have two or more serial “satellite” receivers feeding on master PWM receiver
for redundancy on large model airplanes
if one satellite fails, the other still works
additionally
the microquads tend not to use PWM receivers, though, because they’re too big
you can get really small ones or take the case off and desolder all the headers from the big ones
yeah just look for four channel micro receivers
but there are only a few that will actually bind to the HobbyKing radios
and i’m not sure if they have small ones
DSM is a more widely used protocol so you can find DSM receivers of all shapes and sizes
do those flight controllers also have software on them / in the community?
yes, you do not have to write the software, it comes preloaded
but is the source code available to work with
yes it is as far as i know they’re all community/OS projects
are any of the microquads on the market atmega based? the complete ones on the market like the hubsan x4
oh that i don’t know unless they specifically advertise one of the big hardware families, i doubt it
the KKs are ATmega1280? based
modern ardupilots are all atmel ARM cores
one is that the most expensive part is the plastic and mechanicals
two is that their customer base (RC people) is different than the customer base for the little transmitters that come with the micro quads
the RC people want full-range transmitters (100mW Tx power or more)
so they can fly full-size planes outdoors with them
the ones that come with the micro quads are low-power transmitters for indoor use
maybe 10mW
you can get one of those for pretty cheap: http://compare.ebay.com/like/380587527000?var=lv<yp=AllFixedPriceItemTypes&var=sbar
