Last summer (while I was an intern at fitbit) I did a bit of research on 3d printers while considering getting a solidoodle, so this is about year-old information
===
(following is a long post, I decided to finally educate myself about 3d printers)
The 2 nozzle machines do not allow for support structure for complex parts.
In case anyone is interested, I consulted my awesome friend (who recently sourced 3d printers for a new shop space) about the resolution issue.
It turns out that resolution in the Z direction is less than in the XY directions so that can be used to differentiate printers. However, it seems that to some extent the limit nowadays on hobby machines is in software, not hardware, for z-axis resolution. In fact, usually (all?) professional 3d printers have to use steppers in the end, so they get similar resolution to hobby machines. Solidoodle and Makerbot Replicator can go down to 0.1mm (3.94 mils). I am uncertain but since this is comparable to listed professional layer heights, the main difference may be speed and lack of support material for overhangs and such.
The main difference between commercial (usu. 10k to 200k) and hobbyist machines(<$10k): one is designing for reals and 3d printing it, the other is design for the 3d printed cools and 3d print it. Partly resolution, partly speed, mainly “the problem with low-cost hobby printers for really professional apps is that they do not do support material.”
=======Technical Discussion (see below for background info)===============
From my friend Charles Guan on support materials:
On the topic of different professional printers,
On the topic of resolution (what resolution do you need for professional products?):
============Background Info====================
Okay, that was hard for me to digest and summarize because I didn’t have the background knowledge, which I present here.
First person pronouns
Industrial 3D printer manufacturers:
(manfuacturer name – printer name – technology used)
- Objet Geometries – Objet, SLA, DLP
- Z Corporation – Z-corp, powder bed printing – http://en.wikipedia.org/wiki/Z_Corporation
- Stratasys (Dimension, FDM)
- 3DSystems (InVision, SLA), pictures here: http://fab.cba.mit.edu/content/tools/machines/invision/
Hobbyist 3d printers manufacturers of note: (all FDM process)
- reprap-based machines (tend to be finicky to setup and use),
- Makerbot
- (gen 1 cupcake, finicky and poor mechanical design,
- gen 2 replicator, better designed and support for two nozzle head for multicolored prints)
- Ultimaker – super light moving head for fast printing
- Solidoodle
- a whole host of others, including cake printer (candyfab), chocolate, rice krispy printer…
Technologies
Summary
SLA, DLP, FDM — terms I’d heard before but didn’t know in detail: http://en.wikipedia.org/wiki/3D_printing
(abbreviation, full term, summary, base materials, manufacturer)
- FDM – Fused Deposition Modeling – Poop out lines of heated material that then solidifies (“molten polymer deposition”) – thermoplastics and eutectics – Stratasys
- SLS – Selective Laser Sintering – Dump layer of powder, use laser to fuse parts to keep, repeat (“granular materials binding”) – thermoplastics, metal powders, ceramic powders – EOS
- SLA – Stereolithography – photopolymerization to produce a solid part from a liquid – photopolymers – Objet
- DLP – Digital Light Processing – photopolymers – Object
- Z-corp – Powder bed and inkjet head 3d printing – deposit lines of liquid glue on powder, deposit layer of powder, repeat – Plaster, colored plaster – Z-corp (exclusive)
Full[er] Explanations
FDM http://en.wikipedia.org/wiki/Fused_deposition_modeling
SLS http://en.wikipedia.org/wiki/Selective_laser_sintering
SLA http://en.wikipedia.org/wiki/Stereolithography
DLP http://en.wikipedia.org/wiki/3D_printing
Powder bed and inkjet head 3d printing http://en.wikipedia.org/wiki/Powder_bed_and_inkjet_head_3d_printing
Random dump from class notes:
typical feature size — 10 mils. state of art — 1 mils. (lowe resolution than can machine parts). Slow! — hours to print small objects. complex — days.
real point of 3d printers: nested parts and overhang — cannot do in mold [molding and casting procdess]. but need supporting material.
stratasys — water soluble primer
inkjet acrylic droplets — print with wax
dimension 3d printers — has two heads. raster structural and then support material and then next layer. temperatuer of chamber — below fusion temp and much higher than plastic flow so plastic sticks to itself.
have crypto on material cartridges — drm on plastic (can use cheap plastic otherwise). 10k mac shop [yea I don’t remember what this means] — fine but materials are appallingly expensive. Applies to any vendor.
tektronix phaser — inkjet photocurable acrylic. melt wax away to get part and then play with solvents to get wax completely out. fairly fast process b/c heads running in parallel and global uv flash. very nice finish / resolution for same reason.
dimesnion — little fdms — 10 to 40k. big ones, 100k.
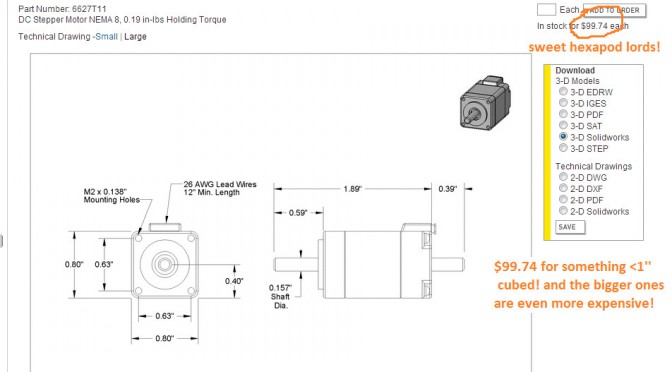
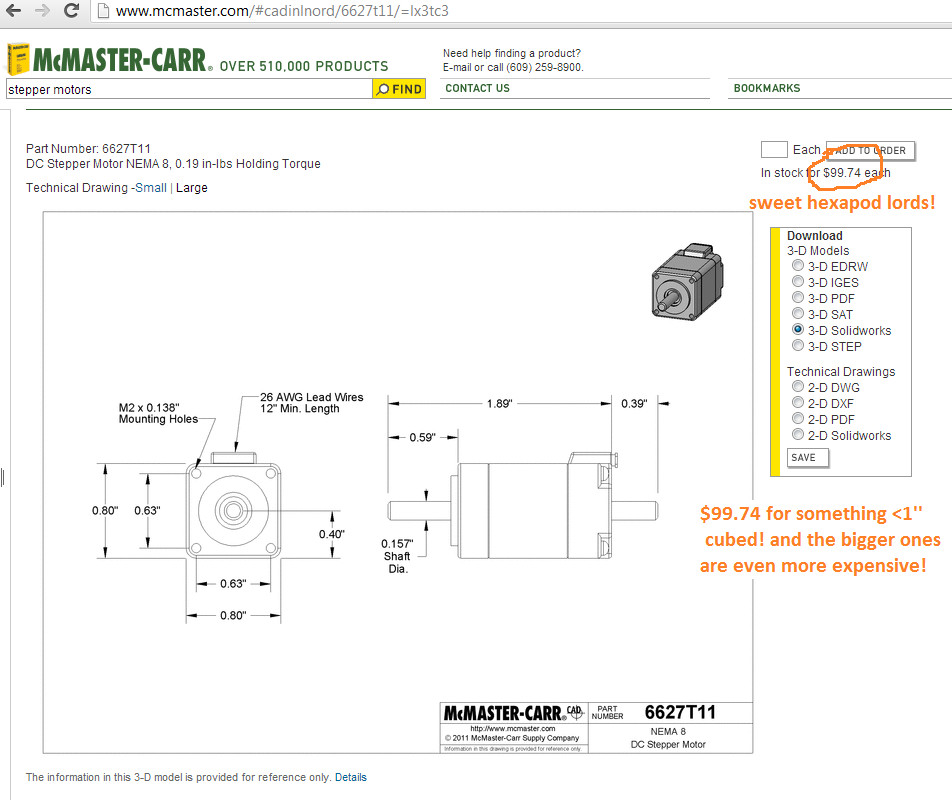
InVision — 100k, and $100 for tiny part due to mats.
color 3d printers —
zcorp — everyone dislikes, because? they have powder bed (plaster), spreads layer of powder. straight inkjey heads from hp spreads binder. then powder, then binder. don’t need support material (use unused powder), and add color just in binder.
but disliked because binder does not bind very well. when done printing, try to separate bound from unbound, and sort of bound powder, and everywhere covered. post process to convince to really stick (infuse / dip in wax) together. color but no structure / surface finish. in theory just as fine as invision with droplet size, but due to messiness does not come close.
laser sintering — instead of binder, use laser to print. works with metal powder. issues: machines are alarmingly expensive (few hundred thousand dollars) and metal compacting is not very good.
metal 3d printing — force in metal (injection mold) and squish it. cost does not justify quality.
Hobbyist FDM resolution
http://www.core77.com/blog/digital_fabrication/feedback_friday_solidoodles_sam_cervantes_sets_record_straight_on_desktop_3d_printing_resolution_22398.asp
However, you can see how it’s a little superfluous to say that the resolution in the vertical (Z) direction is 0.3mm and the resolution in the X-Y (horizontal) direction is 0.011mm
… it’s important to remember that the printhead is extruding plastic through a 0.35mm (13.8 mils) nozzle. It’s important to remember that ABS plastic oozes and expands a bit when it comes out of the nozzle . Even though the motor on the automatic sprinkler may be capable of positioning the water nozzle to within millimeters, in the end the water is going to going to spray out of the big nozzle over a wide area in a somewhat random manner.